ઓપ્ટિકલ ગ્લાસનો ઉપયોગ મૂળ લેન્સ માટે કાચ બનાવવા માટે થતો હતો.
આ પ્રકારનો કાચ અસમાન હોય છે અને તેમાં વધુ પરપોટા હોય છે.
ઊંચા તાપમાને પીગળી ગયા પછી, અલ્ટ્રાસોનિક તરંગો સાથે સમાનરૂપે હલાવો અને કુદરતી રીતે ઠંડુ કરો.
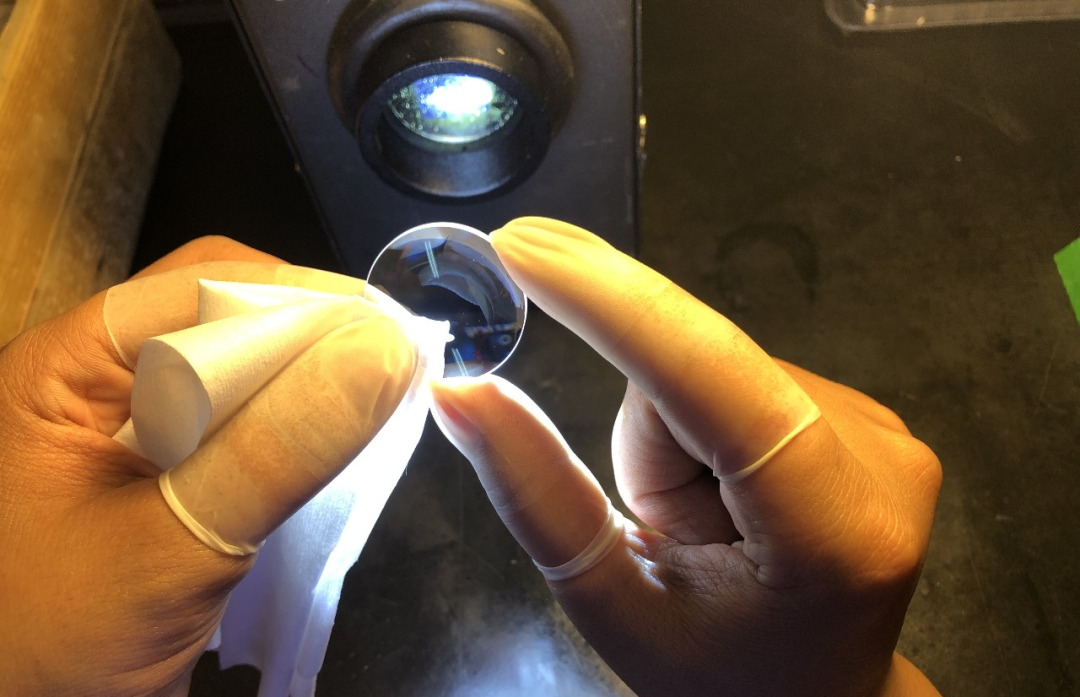
ત્યારબાદ શુદ્ધતા, પારદર્શિતા, એકરૂપતા, રીફ્રેક્ટિવ ઇન્ડેક્સ અને ડિસ્પરઝન ચકાસવા માટે તેને ઓપ્ટિકલ સાધનો દ્વારા માપવામાં આવે છે.
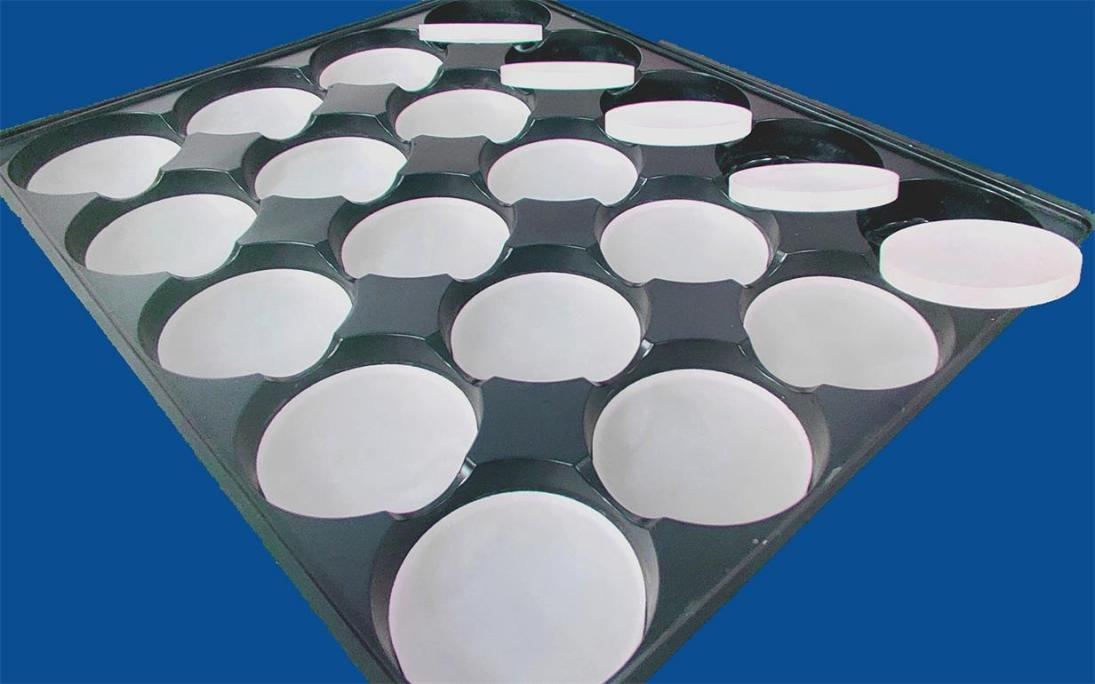
એકવાર તે ગુણવત્તા નિરીક્ષણમાંથી પસાર થઈ જાય, પછી ઓપ્ટિકલ લેન્સનો પ્રોટોટાઇપ બનાવી શકાય છે.

આગળનું પગલું એ છે કે પ્રોટોટાઇપને મિલિંગ કરવું, લેન્સની સપાટી પરના પરપોટા અને અશુદ્ધિઓને દૂર કરવી, એક સરળ અને દોષરહિત પૂર્ણાહુતિ પ્રાપ્ત કરવી.

આગળનું પગલું બારીક પીસવાનું છે. મિલ્ડ લેન્સના સપાટીના સ્તરને દૂર કરો. સ્થિર થર્મલ પ્રતિકાર (R-મૂલ્ય).
R મૂલ્ય ચોક્કસ સ્તરમાં તણાવ અથવા દબાણને આધિન હોય ત્યારે સામગ્રીના પાતળા થવા અથવા જાડા થવાનો પ્રતિકાર કરવાની ક્ષમતાને પ્રતિબિંબિત કરે છે.
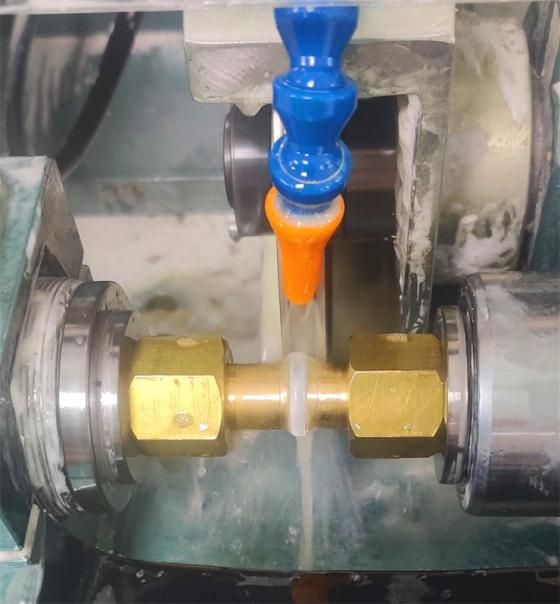
ગ્રાઇન્ડીંગ પ્રક્રિયા પછી, કિનારી બનાવવાની પ્રક્રિયા કેન્દ્રિત કરવામાં આવે છે.
લેન્સ તેમના મૂળ કદથી નિર્દિષ્ટ બાહ્ય વ્યાસ સુધી ધારવાળા હોય છે.
ત્યારબાદની પ્રક્રિયા પોલિશિંગ છે. યોગ્ય પોલિશિંગ લિક્વિડ અથવા પોલિશિંગ પાવડરનો ઉપયોગ કરો, દેખાવને વધુ આરામદાયક અને ઉત્કૃષ્ટ બનાવવા માટે ફાઇન ગ્રાઉન્ડ લેન્સને પોલિશ કરવામાં આવે છે.


પોલિશ કર્યા પછી, સપાટી પરના બાકીના પોલિશિંગ પાવડરને દૂર કરવા માટે લેન્સને વારંવાર સાફ કરવાની જરૂર છે. આ કાટ અને ફૂગના વિકાસને રોકવા માટે કરવામાં આવે છે.
લેન્સ સંપૂર્ણપણે ડિહાઇડ્રેટ થયા પછી, તેને ઉત્પાદન જરૂરિયાતો અનુસાર કોટ કરવામાં આવે છે.

લેન્સના સ્પષ્ટીકરણો અને પ્રતિબિંબ વિરોધી કોટિંગની જરૂર છે કે કેમ તેના પર પેઇન્ટિંગ પ્રક્રિયા આધારિત છે. જે લેન્સને પ્રતિબિંબ વિરોધી ગુણધર્મોની જરૂર હોય છે, તેમના માટે સપાટી પર કાળી શાહીનો સ્તર લગાવવામાં આવે છે.

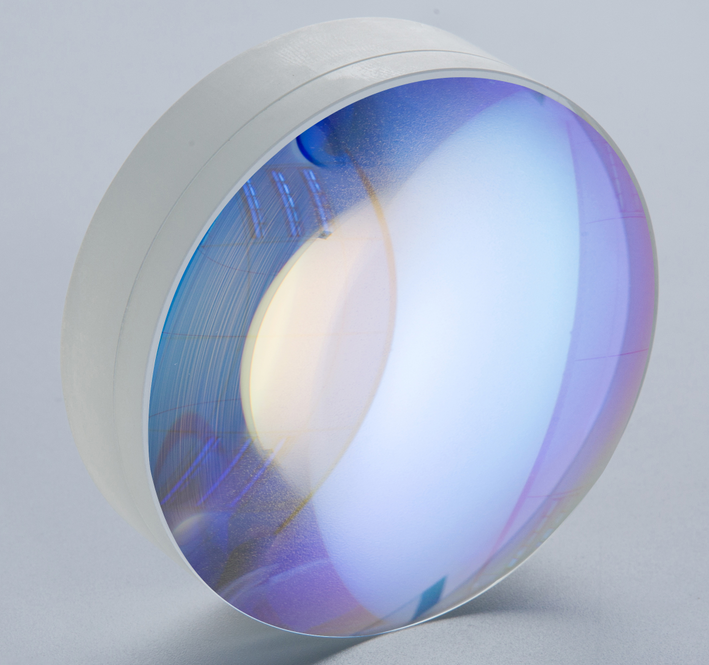
છેલ્લું પગલું ગ્લુઇંગ કરવાનું છે, વિરુદ્ધ R-મૂલ્યો અને સમાન બાહ્ય વ્યાસ બોન્ડવાળા બે લેન્સ બનાવો.
ઉત્પાદન જરૂરિયાતો પર આધાર રાખીને, તેમાં સામેલ પ્રક્રિયાઓ થોડી અલગ હોઈ શકે છે. જોકે, લાયક ઓપ્ટિકલ ગ્લાસ લેન્સની મૂળભૂત ઉત્પાદન પ્રક્રિયા સમાન છે. તેમાં બહુવિધ સફાઈ પગલાં શામેલ છે જે પછી મેન્યુઅલ અને યાંત્રિક ચોકસાઇ ગ્રાઇન્ડીંગનો સમાવેશ થાય છે. આ પ્રક્રિયાઓ પછી જ લેન્સ ધીમે ધીમે આપણે જોઈએ છીએ તે સામાન્ય લેન્સમાં રૂપાંતરિત થઈ શકે છે.

પોસ્ટ સમય: નવેમ્બર-૦૬-૨૦૨૩


